


Automation in Welding Processes
Welding & cutting automation systems for increasing “arc time”, reducing man-hours, and, at the same time, improving quality in welding and cutting operations. With the deployment of these economical systems, there is also a significant reduction in “reworking” time and saving in consumables.
Keywords: Welding Semi Automation Systems, Welding Automation Systems, Edge preparation machines, Vital role of these systems in increasing productivity and quality, Ceramic backing strips.
In the present scenario, there is tremendous shortage of skilled welders, leading to delays in projects and deterioration in the quality of welding. Also retaining skilled manpower is a major challenge for all industries as there is always fear that they may leave for bigger companies. Mechanization/Automation systems can play a crucial role in speeding up the production rates, filling the gaps wherever needed.
Mechanized Welding
Carriages running on track.
It is widely used all over the world and implemented to reduce labor costs and improve quality, especially for performing welding and cutting operations involving large components or structures, as these are highly economical and can be adopted even by medium and small scale industries. It can be applied to most fusion welding and thermal cutting processes. In mechanized welding/cutting, there is a continuous involvement of the welding operator.

The mechanized welding equipment controls the following variables:
- Initiation and control of the welding arc,
- Feeding the welding electrode wire into the arc, and
- Control of movement and travel speed along the joint.
In mechanised welding, there is sufficient time for the operator to monitor and control the arc and take appropriate actions accordingly.
With the torch taken out of the welder’s hand, it can be moved along weld joints in a controlled manner allowing the welder to concentrate on the weld parameters and bead creation without being subject to uncomfortable positions. PLUS reduces his/her exposure to heat and fumes. Here, welder’s fatigue is reduced to a great extent and safety is increased.
We can incorporate oscillation function in the carriages as per welding require-ments, as shown in below picture.
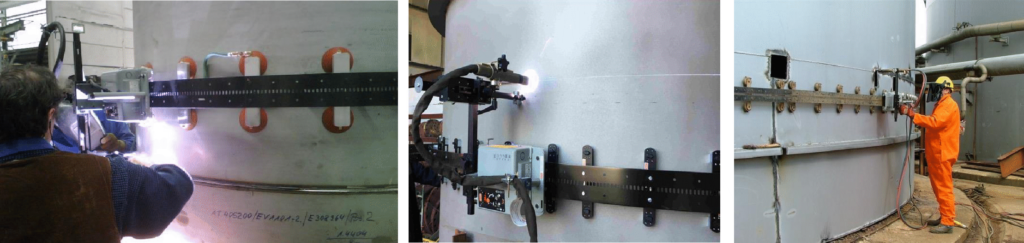
We can utilize same carriage trolley for cutting applications also, by mounting cutting torch attachments.
Trackless carriages.
The variable speed trackless Fillet Welding Carriages are very simple to operate, they are electronic or microprocessor based carriages with tacho feedback controls.
These carriages are guided by adjustable idler guide rollers, which track the vertical member of the fillet, or lap, to be welded. One or two torches can simultaneously be used for welding. Only one operator is required for controlling two carriages, dual torches, controlling four arcs or even more with very high welding efficiency, providing more accurate fillet size & weld quality. X-Y slides are provided along with a torch tilt mechanism for accurate positioning of the torch before welding, and for minor adjustments during the welding process.

The Fillet Welding Carriage can be retrofitted with an oscillator accessory. The controls are designed for continuous welds, and also, for “stitch welding”.
We can utilize same carriage trolley for cutting applications also.
Automation Welding
In welding technology, the term automation means that some or all of the functions or steps in an operation are controlled or performed in sequence by mechanical or electronic sources.
Automation may be partial, with certain functions or steps controlled or performed manually (partial automation or mechanised welding), or it may be full, meaning that all functions and steps are performed by the equipment in a designed sequence with little or no adjustment by the operator (total automation or automated welding).
The main purpose of welding automation is to reduce manufacturing costs by increasing productivity and improving weld quality. Cost reduction is made possible by reducing or eliminating the redundant manual or semi- automated operations associated with long production runs of identical parts or series of batch runs of similar parts.

Automated welding is performed with equipment that manages an entire welding operation without real-time adjustment of the controls by the welding operator. It incorporates the same basic elements of mechanized welding, plus a mechanical or electro mechanical device that controls the welding cycle. Some of the basic equipment which are added to the mechanized welding for achieving full automation welding are arc length system, seam tracking system and electronic arc height sensor, EAHS. The E.A.H.S. works by measuring welding current, comparing it to a target value that has been taught by the operator and automatically adjusting the height of the welding gun to maintain the target welding current.
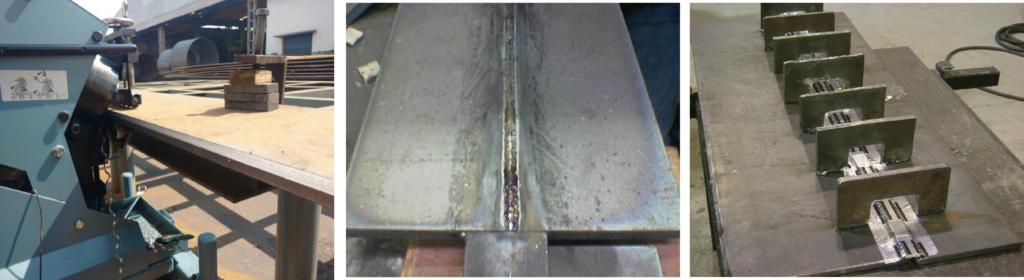
Edge preparation machine
Another important aspect to be considered leading to the success of mechanized and automation welding is the edge preparation of work piece before welding. There are various edge prepara-tion tools available in the market, such as hand held type of machines using inserts and portable type edge preparation machines.
Some of the advantages of using these machine are as follows.
- High speed of bevelling. Accurate bevelling.
- No thermal distortion in work piece. Very little noise generation.
- Self-propelled machine.
- Easy operation and lesser skill required. Operator fatigue comes down.
- Safer and cleaner operation.
More than one machine can be operated simultaneously by one operator, thereby increasing efficiency to a great extent.
Ceramic backing strips
Ceramic backing strip usage is not only helpful in reducing the cost of production but also in increasing production rates for the full penetration weldjoints.
Ceramic backing strips gives X Ray quality welds. Excessive and unnecessary back grinding is eliminated. In case of single bevel full penetration weld joint, if ceramic backing is used, welding from the back side may not be required because with the appropriate selection of the ceramic backing strip, the penetration from the back side comes out to be so good with proper reinforcement.
This is a great advantage as we have saved the welding consumables required for giving the back side sealing run. Saving of the electric power consumption for grinder operation, manpower required for
grinding and grinding wheel. Many times it happens that while grinding the joint from the back side, extra virgin defect free weld metal get also removed. Also, if the grinding is not done carefully, even the base metal is affected. This results in more weld metal consumption which is highly undesirable which further results more HAZ and higher production times! These situations can be avoided using ceramic backing strips.
Conclusions
It can be concluded that by using mechanisation/ automation, we can achieve following benefits:
- Increasing “arc time”, reducing man-hours, and, at the same time, improving quality in welding and cutting operations.
- Re-producible & predictable results.
- Significant reduction in “reworking” time, saving in consumables.
- Consistency in welding quality, due to precise controlling of machine operated through microprocessor based functions, thereby leading to controlled weld metal deposition.
- Reduced welder fatigue, as welding torch is being carried by the machine.
- Welding operator can concentrate on the arc and play with different permutations and combination of welding speeds, weaving speeds and dwell timings to achieve desired quality results.
- Torch positioning can be maintained as per weld joint geometry configuration. Thanks to the modular and flexible design of the equipment.
- Reduced and controlled heat affected zone (HAZ) because once the parameters are set, operator has to just monitor arc of welding torch, as carriage is running with set speed leading to uniform dissipation of heat of weld pool.
- Reduced distortion of welded structure as there are reduced starts and stops, where stresses are locked up compared to manual welding where we find those more.
- Positional welding is possible, thereby minimising costly & time consuming crane handling operations.
- Reduced floor space.
Gullco International India Pvt. Ltd
Web : www.gullco.com
