


Coating Durability and Selection Criteria
Prof. A S Khanna, retired from IIT Bombay, chairman SSPC India and is running a Paint Testing Company and also giving consultancy on paint related activities : recommendations of paints for various systems, paint failures, categoraistaion of areas based upon its corrosion level and recommendations of protective coatings.

Director, Khanna Paint Testing
Laboratory (OPC) Pvt. ltd.
One of the easiest techniques of material protection is paint coating, which serves primarily two purposes: aesthetics and corrosion prevention. Based on this, paint coatings can be broadly categorised into two terminologies: decorative coatings and industrial coatings. The primary purpose of decorative coatings is to improve the aesthetics of a surface while also making it look attractive and colourful. In some instances, other advantages such as increased strength and durability may also be realised.
A thorough approach to selection, prepa-ration and application helps to ensure that decorative coatings provide long-term satisfaction. Just to give one example – the inside walls and external surfaces of buildings and structures have quite distinct requirements. Water proofing, a glossy finish, and anti-graffiti protection are some needs for indoor surfaces, whereas exterior walls and roofs need paint coatings that are long-lasting, anti-fungal, UV light-resistant, hydrophobic, anti-dust-pickup, and quickly changing colours.
Now let’s examine several criteria needed to select a decorative finish. It is crucial to realise that selecting paint only based on colour is not the greatest option. Instead, decorative paint should be selected first based on the substrate, which can be either, concrete, steel, plastic, or wood. The second crucial decision is whether to choose an inside wall or an external wall, depending on where the object is located. Even inside walls, it makes a difference if they are the main drawing room, bedroom, kitchen, or bathrooms. In terms of colour, atmosphere, and durability, all may have a slightly different option. For example, bathrooms and kitchens may have more moist environments than other walls.
Market for decorative paint
It has been discovered that the decorative paint market is significantly bigger than the related industrial sector on a global scale. According to a 2018 industry analysis, the decorative paint market accounts for around 68% of the overall USD 158 billion paint market. This proportion is now estimated to be between 75 and 78 percent by various surveys.
Industrial coatings split-up
According to the coatings market, there was a USD 158 billion paint market in 2018, with 68% of it being decorative and the remaining 32% being industrial. The break-up of Industrial coating was as follows: Transportation, which includes the automotive industry, accounts for 19% of the market. General industry, which essentially implies painting steel structure in any industry, accounts for 16% of the market. Maintenance coating (14%) includes the application of surface-tolerant coatings, coatings for moist and wet surfaces, etc. Powder coating and automobile refinishing are the next (both at 9%). Marine still accounts for 5% of the market and mostly consists of naval constructions, ships, jetties, and offshore structures. In a significant portion of the market (5%) for coil coating, steel is directly coated with various paints on thin foils. The packaging industry has a much smaller market share of approximately 3%. According to the current market research estimates, the global paint market has reached USD 184 billion with a CAGR of 4.6% in the present, and consequently, changes in the other industrial sector would be comparable.
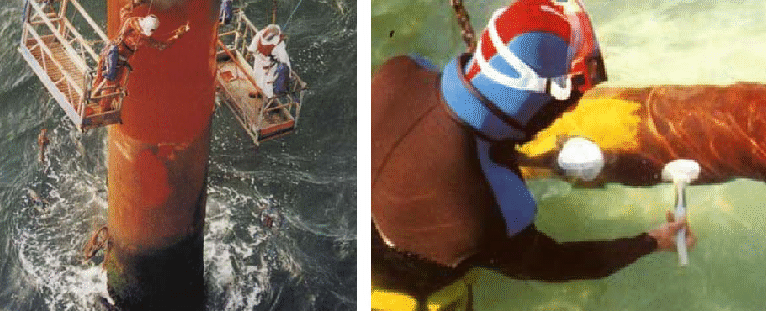
one coat (b) underwater coating on the tidal zone
As was already said, the first criteria used to select industrial paints is the type of resin used as the binder, which is classified into alkyd, acrylic, polyester, epoxy, and polyurethane based resins. For each, there are hundreds of formulations available to satisfy the functional requirements of the particular industrial challenge. The various paint coatings are separated into conventional and high performance coatings based on the modifications they have undergone. The latter category includes paint systems that may produce large coating thicknesses, such as several solvent-free paint systems that have been strengthened with unique pigments like MIO (mica iron oxide), glass flakes, and fibre, among many others. Such high performances coatings can be used in harsh conditions with high humidity levels and impart greater strength in addition to prolonged endurance. Isophthalic ester-based polyester glass-flake coating is one such paint system that has gained a lot of popularity. It has the advantages of quick drying (due to radical-based mechanism), toughness (because to glass flakes), and increased thickness (due to lack of solvent). Such coatings are used on the splash zones of the piles of offshore constructions, which are the most corrosive locations in the C5M environ-ment. (C1 to C5 are corrosion categories as defined by ISO 12944-2. See also Table 2.) The under-water coating, which employs the idea of water repellence during application, is another illustration of a high performance coating. A basic epoxy and an amine hardener with several amine groups, such as cycloaliphatic amine, are used to create this coating.
The carbon to fluorine (C-F) bond provides the foundation for high performance coatings that can withstand environments that are strongly acidic, alkaline, or sewage-related. Resins with a fluoro-polymer basis are necessary to create coatings that can withstand very acidic environments. The most corrosion-resistant coatings are those made of PVDF. Aluminium-Composite Panel (ACP) facades, which have a lifespan of 20 years or more, are used on the majority of multi-story structures have a thin 25 micron PVDF coating that protects the building from UV rays and acid rain. With the proper selection and blending of epoxy resin and nanoparticles, a high perfor-mance coating that can withstand all acids and be applied on storage tanks for acids and alkalis is also possible. Very small nanoparticles distributed in a two pack epoxy system were used to provide a highly acid resistant covering for battery pit areas in ships and submarines. Such a covering can withstand temperatures of 250 oC while also resisting all acids.
Using the silicon-oxygen (Si-O) bond is another way to provide a high performance coating, particularly for high temperature applications. From 300 °C and above, silicon base paint begins to resist temperature. Nevertheless, coatings made of poly-siloxane can withstand temperatures of up to 650 °C.
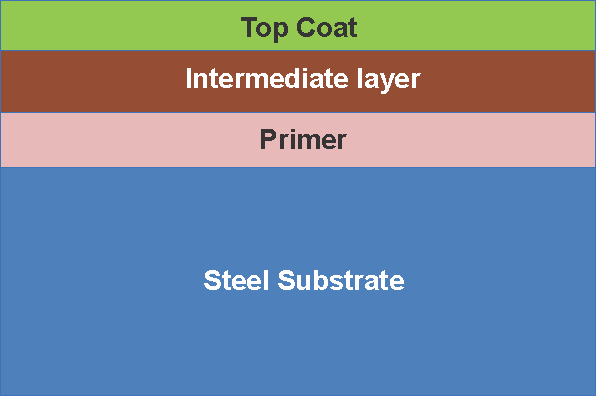
The endurance of the coating is one of the factors considered while choosing industrial coatings. Many industrial appli-cations have requirements of corrosion protection in the range from a few years to 25 years or even longer. What contributes to the coating’s increased durability? The coating system, which essentially consists of surface preparation, primer application, intermediate coat, and final top coat, must be examined in order to fully comprehend that. The longevity of paint is determined by a proper combination of four along with appropriate thicknesses.
Let’s use the straightforward example of an external steel structure in a C3 environment that has a zinc base primer coat, epoxy as an intermediate coat, and aliphatic polyurethane as the top coat to demonstrate this. The choice of zinc primers can provide a life of between 1-2 years to 25 years for a set thickness of top aliphatic polyurethane (50 microns) and intermediate epoxy coating (100 microns).
A composite coating that comprises of a priming layer that is mostly a zinc-based coating and provides the coating with cathodic protection determines how long a painted structure will last. The next step is to apply an intermediate coat of epoxy coating, which serves primarily as a barrier against the elements, moisture, and contaminants such chlorides, carbon dioxide, and sulphur dioxide. The top polyurethane layer shields the interme-diate epoxy coat from environmental elements like UV rays from the sun, rain, and snow. Figure 2 depicts this schematically.
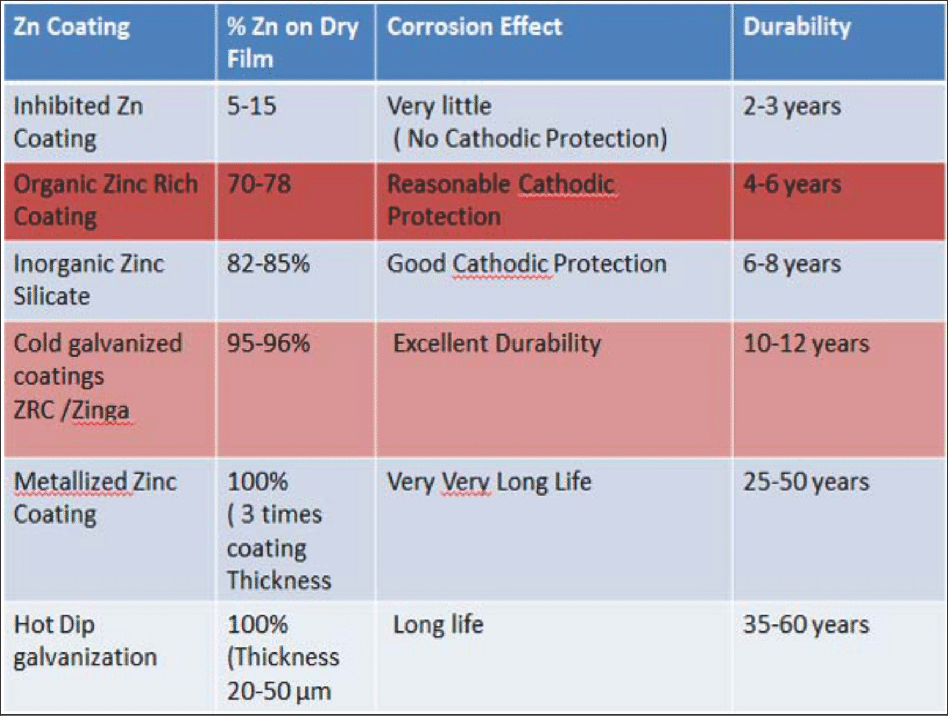
Now let’s change the primer layer by switching from one primer to another in a way that changes the amount of zinc in the coating, which essentially increases the coating’s cathodic protection of steel
and increases the coating’s longevity.
Table 1, column 2 lists the corresponding zinc levels for each zinc-based primer, and the last column lists the coating’s durability. Thus, it is abundantly clear that a thermally sprayed zinc coating that provides 150 microns of 100% zinc or hot-dip galvanised steel, where a chemical layer of zinc is formed, can provide a life as high as 25 years or even longer than an inhibited epoxy coating with a zinc concentration of just less than 10-15%.
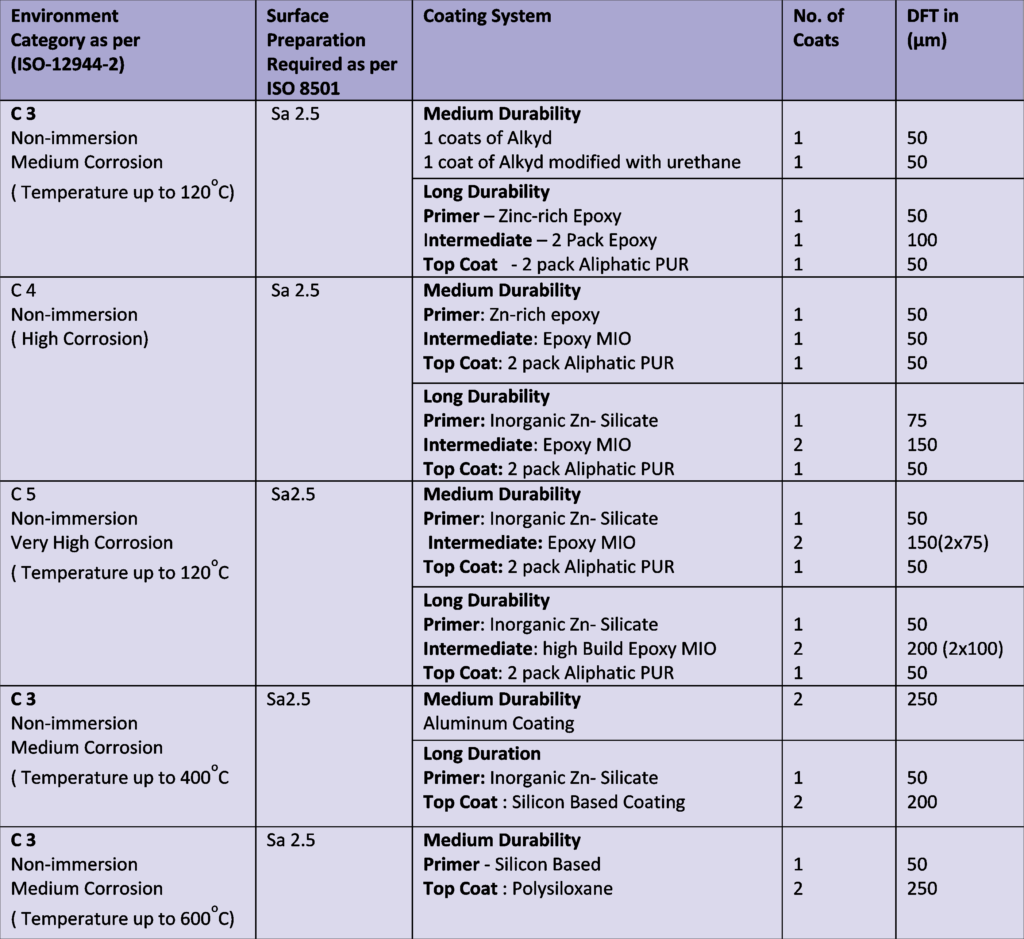
Now let’s talk about a specific coating system, such as an epoxy intermediate coat of 100 microns and a top polyure-thane coating (PU) of 50 microns that is appropriate for a C3 environment and has a life expectancy of 6–8 years. Now, if the environment changes from C3 to C4 or C5, all you need to do to get a life of 6–8 years is increase the coating thickness of the intermediate epoxy coat to 200 microns for C4 and 250–300 microns for C5. Table 2 provides an overview of the durability attained in different systems with coating thickness and type for C3-C5 settings for externally exposed utilities and internally exposed utilities.
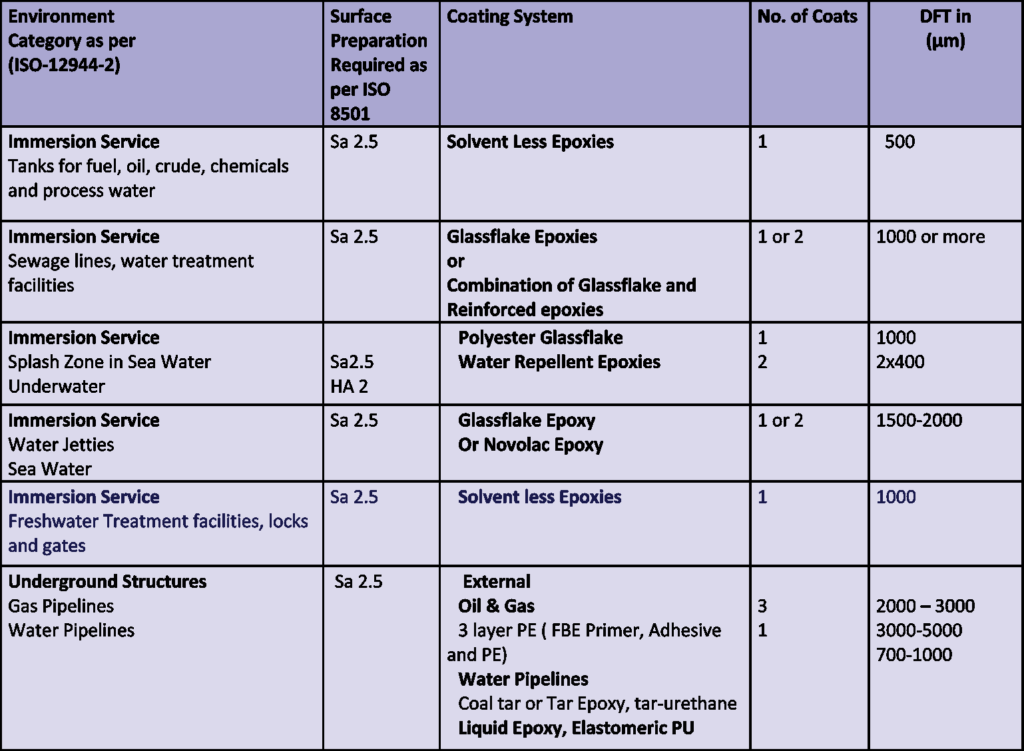
The choice of coating for various internal and immersion systems as well as for underground pipelines is similarly shown in Table 3. If the fluid is more corrosive, like sewage water or glycol, a high-performance epoxy coating with glass flake is more durable. Nevertheless, for immersion service, such as the storage tank for oil, crude, and process water, a simple solvent-less epoxy coating of thickness 500 microns is sufficient. As was already said, a sturdy 3 LPE system is preferable for subterranean pipelines while a polyester glass flake is more reliable for splash zone applications. As a result, practically all industrial systems have solutions in Tables 2 and 3.
Conclusions
Paint coating is integrated into our daily lives. In addition to safeguarding our resources and industrial infrastructure, it also makes our homes, offices, and public buildings more attractive, shiny, and colourful. Since it covers our personal living spaces, work spaces, as well as a significant number of consumer durables, such as gazettes, we use in our daily lives, decorative paint dominates the coating market. The industrial market is separated into various segments, each with its own needs and requirements. The automotive industry is quite vast, and in addition to
corrosion protection, some ornamental elements are also necessary. The main
goal of new research and novel formula-tions is industrial application, which is extremely difficult. Because of this, a number of new terminologies are being used in industrial paints. The very basic recommendations in this article might
help you visualise the wide range of paint finishes.
References
- https://www.marketresearchfuture.com/reports/decorative-coatings-market-5082.
- https://www.industryarc.com/Report/11716/decorative-coating-market.html
- https://www.marketsandmarkets.com/Market-Reports/paint-coating-market-156661838.html
- A.S.Khanna & Swati Gaur, Indian Patent No. 266579 on “Fast Cure Underwater Coatings” 2011, IIT Bombay.
- Banti Singh & A.S.Khanna, M.Tech Thesis,”Development of Acid Resistant Coating for
- Battery pits of Naval Submarines” June 2018, IIT Bombay.
- https://www.polysiloxanecoating.com/
- A.S.Khnana, Editor, Woodhead Publ., CRC Press, ISBN 978-1-4200-7969-2, in “High Performance Organic Coatings” chapter 5, p94-96, 200
Khanna Paint Testing Laboratory (OPC) Pvt. Ltd.
A-107, 1st Floor, Kailash Industrial
Complex, Vikhroli Hiranandani Link Road,
Vikhroli West, Mumbai – 400079
Tel : 022 35113458
Email : anandkh52@gmail.com
Web : www.sspcindia.org
