


Lateral thinking on precast concrete building
The genuine initiatives about migrating towards sustainable concrete building, precasting is an excellent one, must face the inevitable burden of using two of the most demanding materials in terms of energy required to produce them, hence with an accentuated influence on the carbon footprint.
The logic put in place by the strategies contributing to mitigating such influence are always based on improving the current status of things. For example, using cement CEMII of less contain of clinker than the CEM I, improving the properties of the structural concretes, the partial recycling, avoiding the building wastages.

The lateral thinking term cast by the doctor and writer Mr. Edward de Bono, is a tremendous boost in tackling the problems in different angles. One of the techniques is the dual approach. This article’s purpose is submerging the professionals of precast concrete building in a challenging situation:
Which design would be adopted, what building scheme, system and techniques would be used if the amount of available cement was limited? Say there is a need for developing a ten-acre land into an apartments zone, and there is a reduced tonnage of cement to complete it; or even better, the same amount of cement is allowed to different developers to see which one can build a larger carpet area with the same G+ scheme.

This would be a harsh way of tackling the sustainability by the root, and most probably the prevailing indicator on how efficiently we were proceeding, would necessarily be: the contribution of each kilo of cement, hence each kilo of steel as well, to the load bearing demand of a building.
In Singapore, one of the Ministry of National Development boards establi-shed a ratio called ‘Concrete Utilisation Index’ C.U.I. obtained as:
C. U. I. = Cubic meters of concrete / Carpet area
This already tells of the attention drawn on the interest in using lean building systems.
When we go deeper in the search for an increased structural performance brought per kilo of cement or steel, we must study the superstructure and irremediably each separate member, would precasting be used.
Either with load bearing walls or frame structures, there aren’t many ways to reducing the quantity of materials employed, but on the floors.
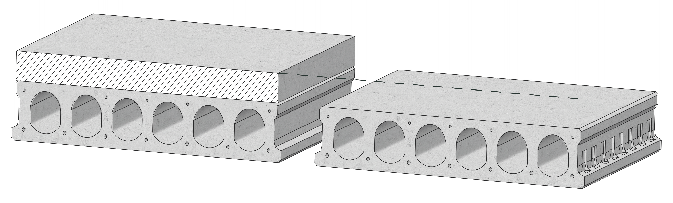
When pre-stressed concrete hollow core slabs are used to make the floors/roofs, there is an average 25 to 40% concrete weight reduction depending on the slab thickness.
We might be saving around 10 kg/m2 of steel as well on the floors, for what the HCS are very attractive members. As we further dig into their value to obtaining a higher load bearing contribution per kilo of cement scoring, we realize that since the floors are lighter, the rest of the superstructure can be leaner.
Longer non-supported spans are achieved, this reducing the number of columns required.
Since the weight of the floors made with pre-stressed hollow core slabs is less, the depth of the supporting beams can be reduced.
Following the logics of this article, the next step would be to optimize the choice of the HCS.
As we are applying the ‘lateral thinking’ to precasting, only a higher score in the contribution of each kilo of cement to the structural demand matters. This is the sole driving variable in the search of the ideal HCS.
In the first place, our hollow core slab should be cast available with any thickness. Otherwise, what would be the point in using HCS to save weight if in case a 7 inches slab is needed, only the 8 inches can be sourced from the precasting factories. The precaster must adapt their production to the needs of the builders, not the other way round.
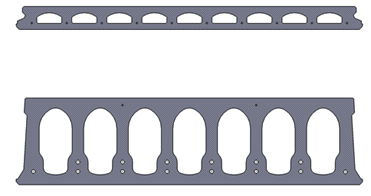
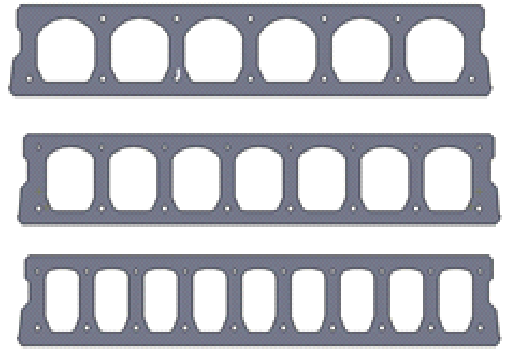
Secondly, we wish cross sections with optimized number of cores. A few cores as big as possible is a cross section design convenient to certain OEM, but then we are handicapping the optimization of the HCS choice, because:
Less number of cores as big as possible doesn’t necessarily mean lighter slabs.
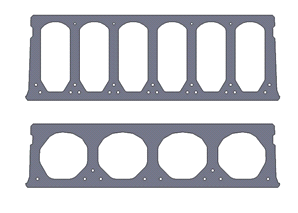
With a smaller number of cores, there are less theoretical positions for the pre-stressed wires or strands, for what the bending moment capacity associated with the area of steel is inferior to when the cross sections offer a higher number of cores.
When the hollow core slabs are installed on the horizontal supporting members they are not always simply supported in isostatic mode. In fact, it is frequent to see them mounted pined or in continuity. This requires opening some of the cores from the top of the slabs.
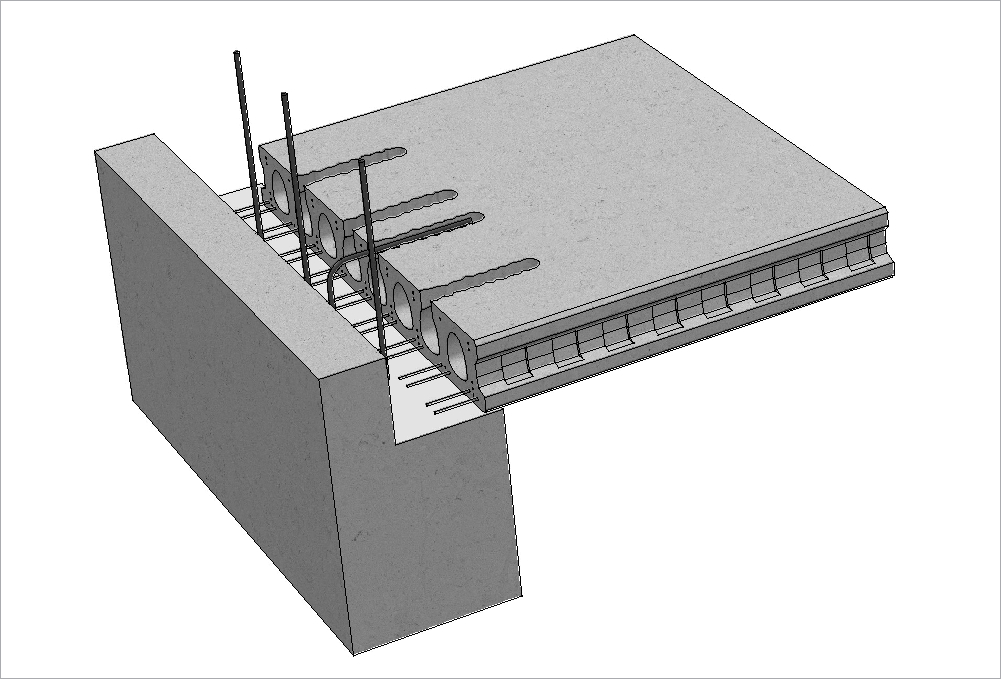
Trying to use hollow core slabs with big cores rises a concern on the retraction of the concrete pored when the opened cores are refilled. Not surprisingly the International Federation of Concrete (in French: Fédération International du Béton, fib, Lausanne – Switzerland) in his Bulletin 6 clearly states that to connect the hollow core slabs with added steel bars on the negative, it is better a HCS cross section with a higher number of cores.

We are also definitely demanding hollow core slabs which can be cut at any length and cast at any width, otherwise when the floors are not multiple of the standardized slab width 1,2 meters, the slabs are cast at full width and later on cut longitudinally, hence wasting the fraction not used.
In the search for high performance hollow core slabs for precast floors, we are looking for slabs integrated in the various building systems. It must be possible to work the concrete surfaces out, so that they can offer an added capacity to mobilize shear at the interface with concrete cast at different times, as it happens at the joints.

The side indenting on the hollow core slabs makes them suitable for their use in seismic zones. In non-affected areas, they work in diaphragm action even without compression layer.
Would the bending moment or the shear capacity by compromised by eliminating the compression layer, the thickness of the slab may be increased, still hollow.

The precast floors made with hollow core slabs eases enormously to a building execution where every kilo of cement delivers the maximum possible contribution to the structural needs of the buildings.
Prensoland
Web : www.prensoland.com
